Packaging companies are always striving to stay one step ahead of their competitors in providing the best solutions for product capacity.
Furthermore, in most cases, significant effort is devoted to the design of flexible machines: performance is expected to be high and consistent even if the packaged goods, packaging format, or packaging material are changed.
Materials, in particular, are heading for a revolution driven by the regulatory restrictions that will take effect over the next few years.
Read the article
CASE STUDY
Read the fascinating articles on the vast subject of structural engineering, beginning with a philosophical bent and arguing for the necessity of a skillful and artful intertwining of Engineering, Numerical Simulation, Art and Technology to achieve structures that are both eminently functional yet attractive and appealing.
civil-engineering
CASE STUDY
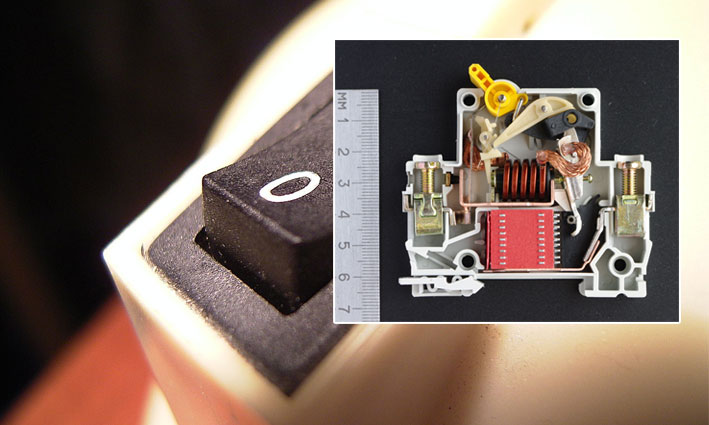
The premium software RecurDyn was used to simulate a Double Pole Single Throw Switch using three different modeling schemes. A comparison of the results provided useful information for the designers.
recurdyn mechanics multibody